進階打印設定-自體支撐材應用
日期:2024-08-08 09:49:20 發布者: 智誠科技ICT 瀏覽次數:次
除非是專門為3D打印所設計的圖紙,那麼這就可以避免支撐材。但是,在日常的工作中所應用的形狀是必須設定支撐材的。
那麼有沒有一種方式既可以打印我們日常工作的圖紙又可以避免因為支撐材帶來的形變

首先我想先闡述一點,自體支撐材大多數應用在軟材料打印當中。那麼普通材料及工程材料是否能同樣應用自體支撐?
是的除了軟材料之外,也可以將字體支撐應用在常見的材料上。
以下將會就軟硬材料的自體支撐材之應用,展開例子。

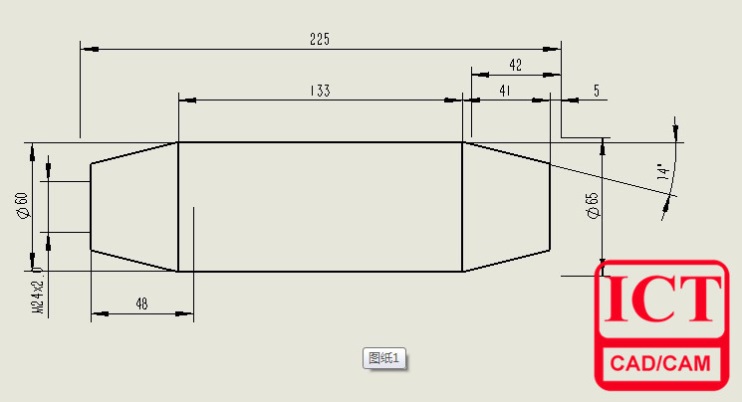
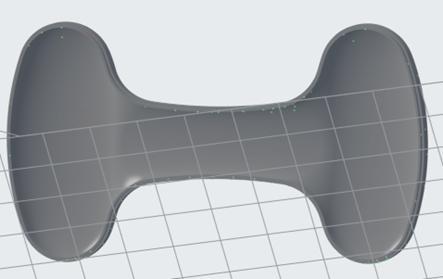
例如,我想打印一個這種特殊形狀的矽膠套件。
而我的選擇是40A-80A都可以。
那就以最柔軟的40A為例子:
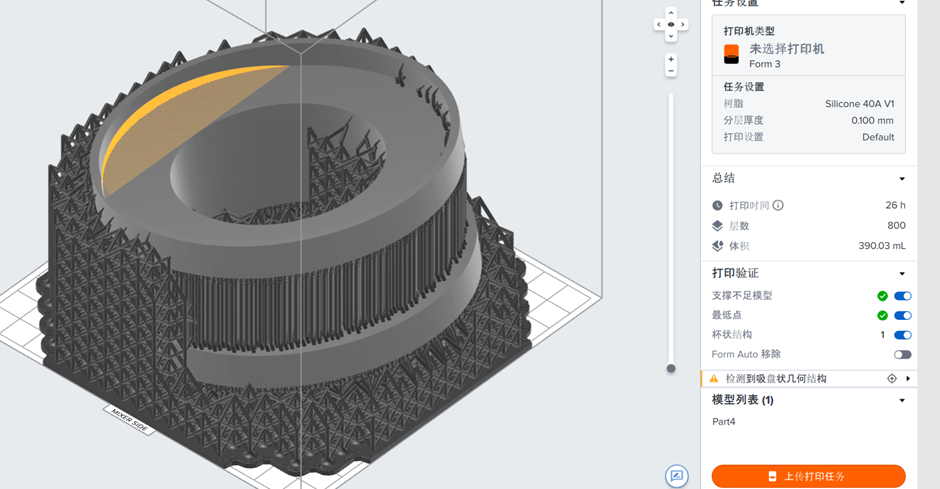
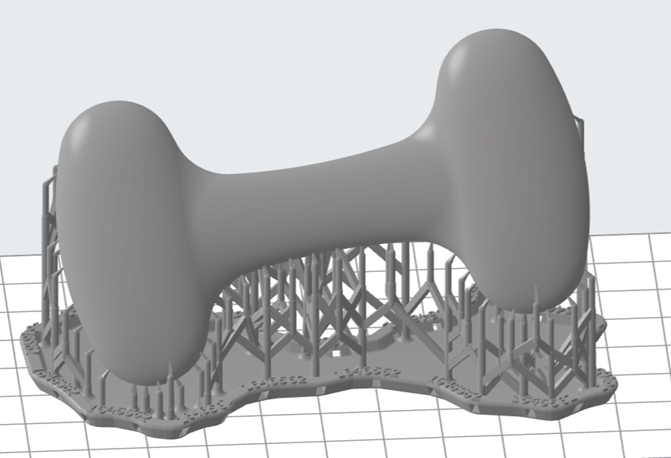
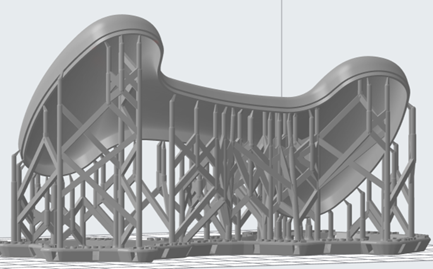
依圖可見在打印時間上需要26小時
而且上面有大量的點狀支撐材而我必須按照客戶的要求 外觀必須完整。而且,不接受因為支撐材接觸點造成的形變。那麼在我面前的選擇只有一種自體支撐材。
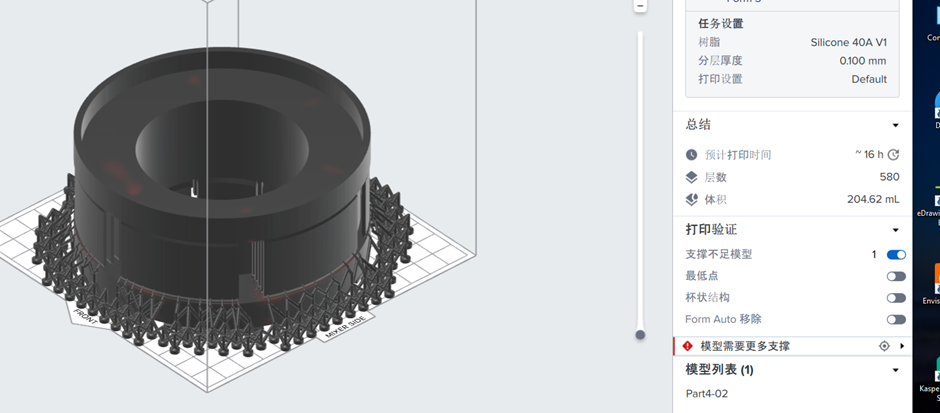
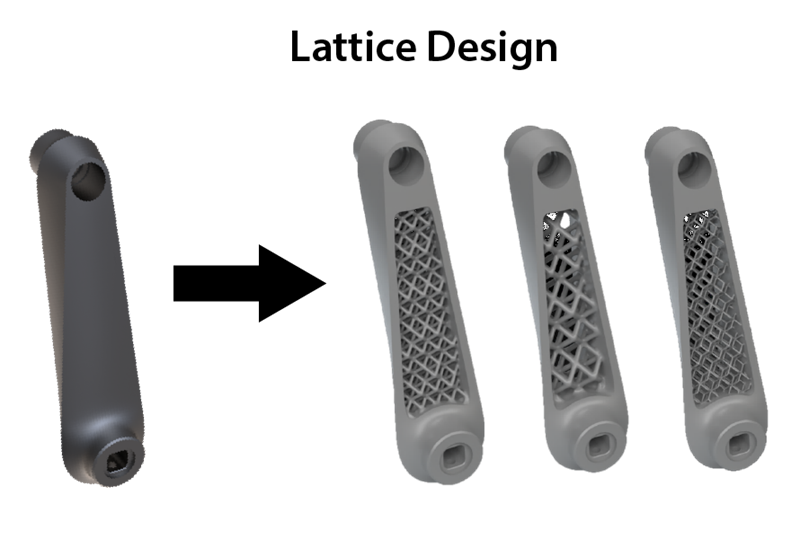
根據同一張圖紙,我在3D 模型上添加了一些自體支撐材讓打印時的耗材減到最少。而切片軟件內的支撐材則其到了加強自體支撐材的目的,並不會影響模型本身的形狀。
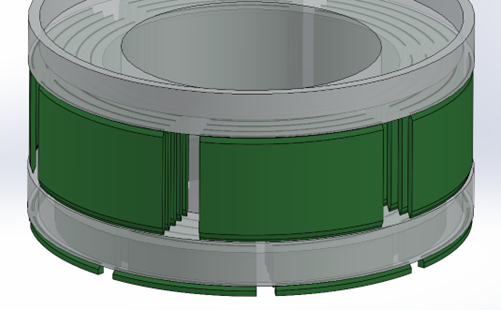
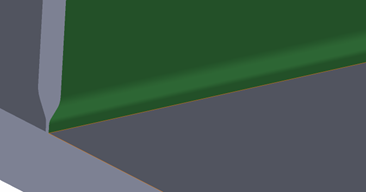
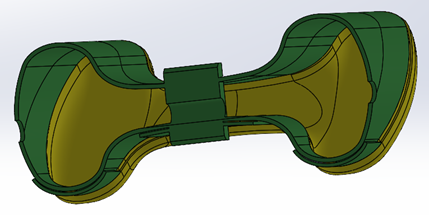
由圖可見綠色的部分就是自體支撐材的部分。
從橫截面來看這個自體支撐材的原理與切片軟件內設的支撐材一樣都是拉住打印層避免打印的過程中產生變形。但是由於是點狀的支撐材,受力的位置集中到一個點上,那麼無論該款打印機多麼優秀,都無法避免 由支撐材接觸點因剝離力造成的形變。

而我使用的方式則是,把點狀的支撐材接觸點由點狀改為線性的。這個方式是把剝離力平均的
分擔到一整條自體支撐材上。這樣可以最大程度的減少剝離力帶來的形變。(不會在模型留下凹凸的接觸點。)
在打印完成後,就可以用筆刀或者平口鉗將自體支撐材去除。
(這是在軟材料上的應用,接下來是自體支撐材應用在一般材料上)

在一些邊緣及銳利的地方無法避免的會有支撐材出現,而有些時候這些銳利的邊緣是產品的重要細節。在打印成品上如果缺失了細節,那麼這個樣品是無法被接受的。
然而,設計師或工程師,可以透過一些自體支撐材來避免失去這些銳利的邊緣特征,同時減少外部的支撐材接觸點 造成的樣品外觀形變。
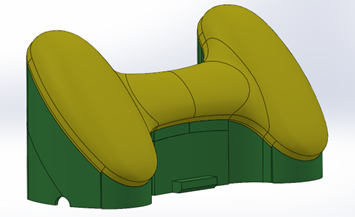
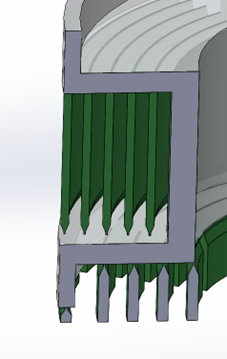
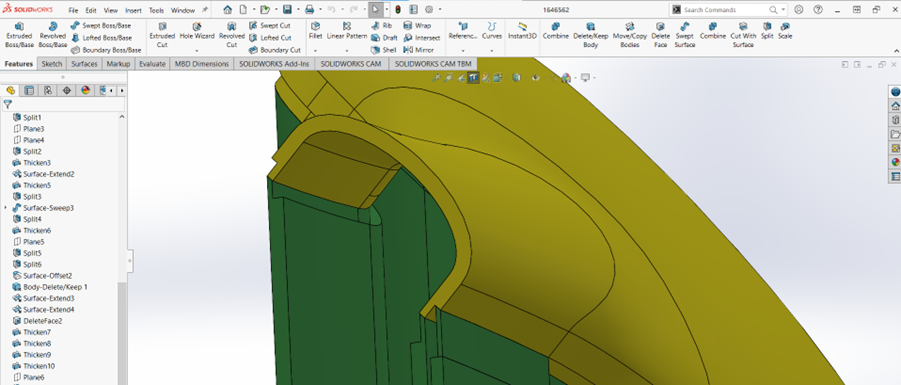
綠色的部分是自體支撐材的部分,黃色的是本體。
這個方法的好處在於可以最大程度的保留裝配位置的細節,同時表面沒有任何的支撐材,這對樣品呈現或者小批量生產都及其重要。可以最大程度的保持樣品表面的一致性,減少後期打磨表面的時間及成本。
在固化階段之前請去除自體支撐材,避免在固化後難以切割。
切割工具可以用筆刀,超聲波刀片或者配有鋸片的電動打磨工具。
由於自體支撐材與本體接觸的部位連接點尺寸僅為0.3mm,在未固化之前可以借由工具輕易去除。
接下來介紹的是如何知道在一個3D 模型的那個位置設定自體支撐材。
有一個不需要依靠打印經驗就可以做到的辦法。
首先我會將一個未添加自體支撐材的3D模型導入preform這個 formlabs的切片軟件內。
然後像以前一樣設定打印角度,支撐材接觸點的大小及支撐材的密度。
然後,我們得出以下這個模型:
接著再打開support setting的Edit support這個功能。
綠色點的位置就是支撐材的位置,那麼,基於這些綠色點的分佈位置可以判斷出這些就是需要自體支撐材的位置。
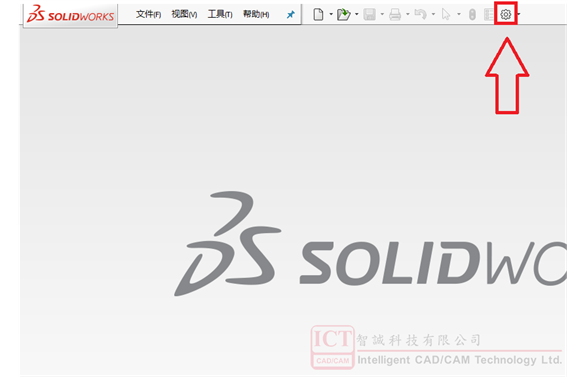
然後再進入繪圖軟件中,進行自體支撐材的繪製。我這裡使用的軟件是SolidWorks,這是一款參數軟件,在修改字體支撐材的各項參數方面十分方便。只需要修改數字即可。
在字體支撐材的接觸點方面,我個人有一些推薦的數值。
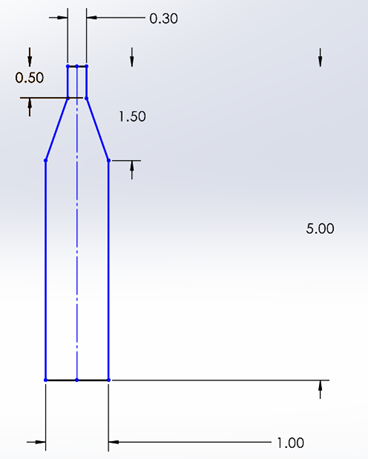
以上這張圖是適合用於普通及工程物料的自體支撐材的尺寸設定。由於普通及工程物料屬於硬物料,那麼在打印時就不用擔心因為打印的過程中 支撐材會搖擺。因此,支撐材的厚度則可以設定為1mm。
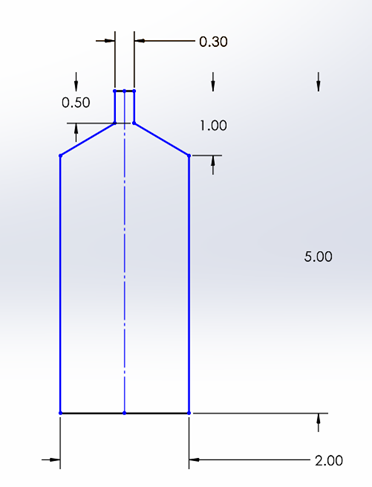
在軟物料方面,自體支撐材的厚度以及過度位置的數值都有明顯變化。因為在打印過程中,軟材料會因為自身的彈性原因發生抖動造成偏移而影響最終打印結果。所以在總厚度會增加兩倍,過度位置減少1/3的尺寸。自體支撐材的高度最少要有5mm,少於5mm 比較難以拆除。當然,如果自體支撐材的高度高於50mm那麼就要加厚總厚度,其餘數值保持不變。