Formlabs | 運用3D打印製作翻模
日期:2023-07-11 09:38:22 發布者: 瀏覽次數:次
ICT 技術文章
|
運用3D打印製作翻模 矽膠對於傳統的製造工藝來説非常重要,現在3D打印可以製作矽鑄模。 矽鑄模:用矽作為模具,使用現有的零件或3D打印件作為母模。在周圍澆上液態矽膠,成型之後移除母模之後,就完成了矽膠模具的製造。可以鑄造熱塑性塑膠,樹脂(環氧樹脂膠),水泥,石膏,蠟。 注射填充模具:用現有模具或3D打印模具,在預留的注射口內,注入矽膠。固化後就可以取出產品。矽鑄模適用於手工類及小批量製作。注射填充模具一般適用於工業級的生產。 壓縮成型:分為公母模具,使用快速矽橡膠,打開模具之後放入物料。夾緊模具,在20分鐘後就可以完全固化 除此之外還有一項比較特殊的技法:蛋殼模具。使用3D打印製作一次性模具。在繪製圖紙時設定模具是一個薄殼(小於1mm),設定有注射腔。在矽膠硬化後把外殼的3D打印模具敲裂,就可以取出成品。一般用於高度客製化的產品。 填充模具材料選擇 在注射填充模具方面我推薦使用formlabs的clear樹脂材料。Clear resin 是formlabs推出的透明材料,有兩個顯出有點,其一就是透明。在注射填充時會經常出現氣泡,如果模具不是透明的那麼就無法觀測到模具內部是否有氣泡產生。而氣泡則會影響成品的良率。此外,Clear resin擁有良好的細節,其最小打印層為25微米,可以提升翻模面的精細程度,提高成品的表面質量。 3D打印優點 速度是3D打印的一個顯著的優勢。使用3D打印的模具適合工廠小批量製造或者個人工作室。在交出第一件成品及小批量出貨時間3D打印是佔有難以忽視的優勢,不需要跟工廠確認模具製造工期及運送工期。一部3D打印機就可以從繪製圖紙到打印完成,只需要3天的時間。 其次,在成本層面,在傳統的減材製造-需要進行切削金屬才能完成模具的製造。一共有4個成本1. 金屬的費用,2. 機台的加工費用,3. 機台操作員的人工費用,4. 完成後運輸費用而3D打印只需要支出模具的材料費用即可,小批量及客製化的優勢無可比擬。 在小批量的製造,模具製造時間,模具製造成本都是是否能夠帶給商家盈利的關鍵考慮因素。 綜合以上理由 3D打印技術適用於小批量製造。 3D打印矽膠用灌注模具的示範。
|
|
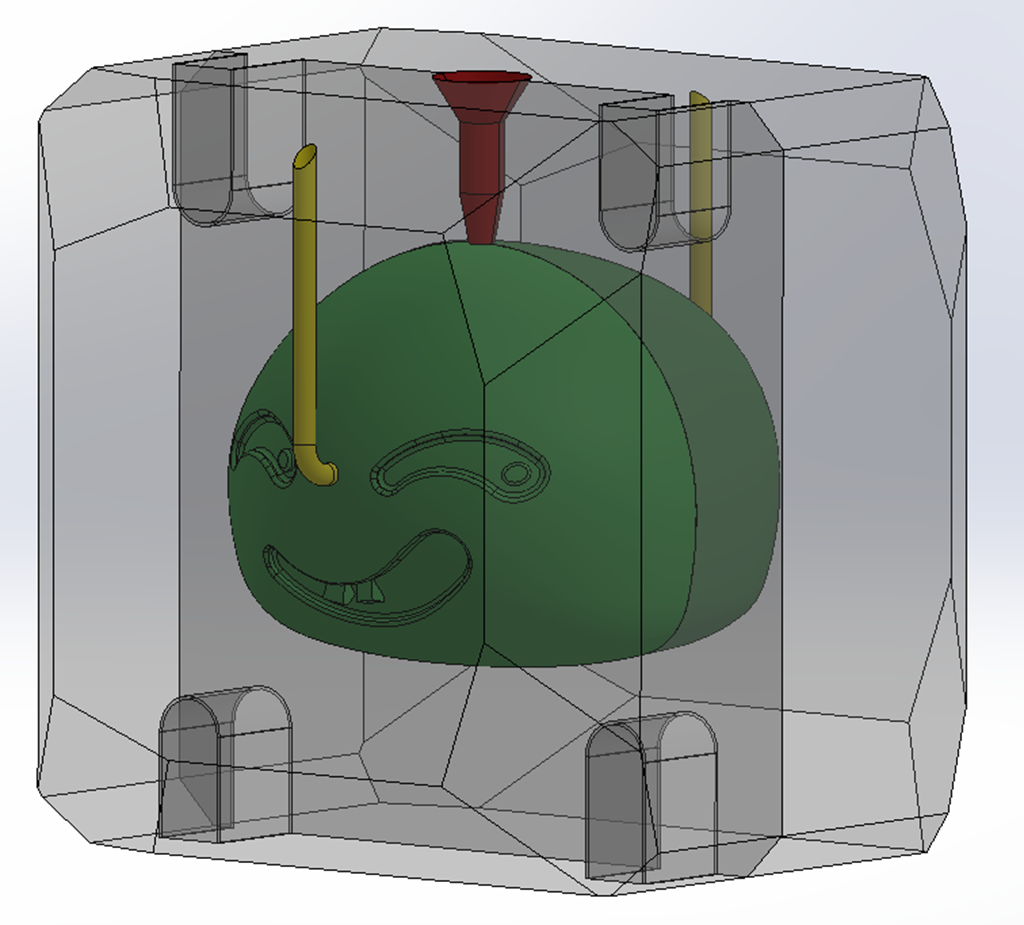 |
模具的形狀 |
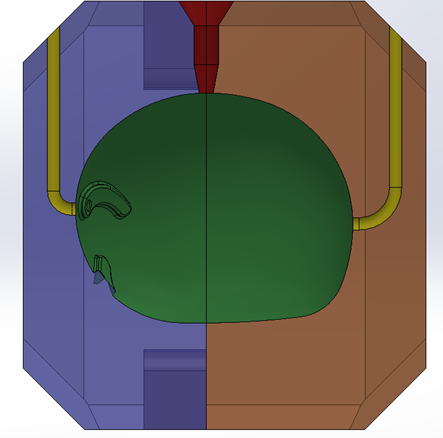 |
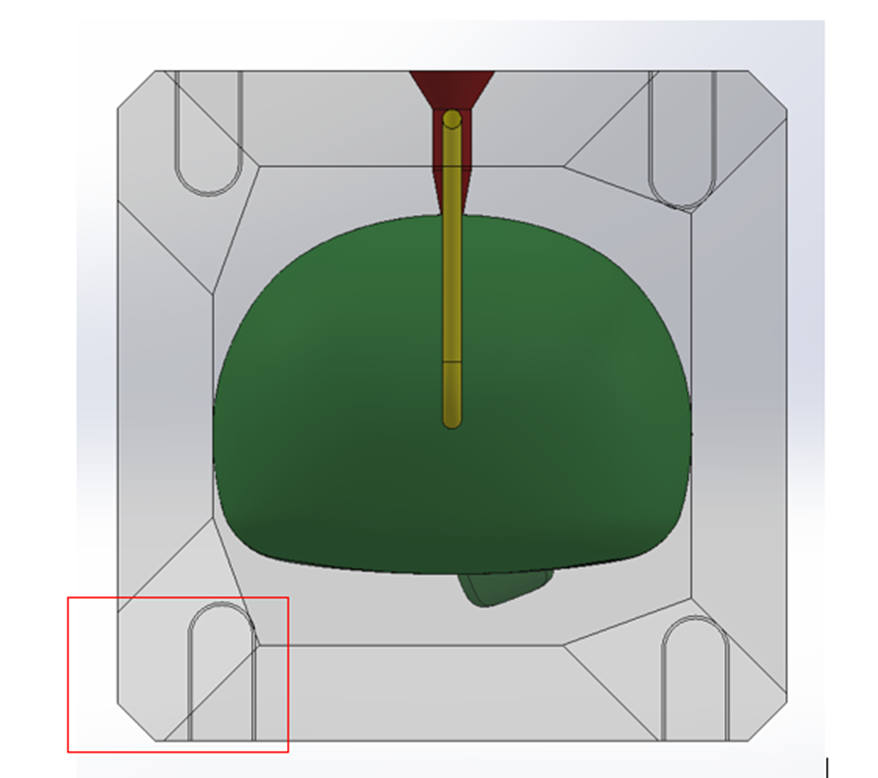
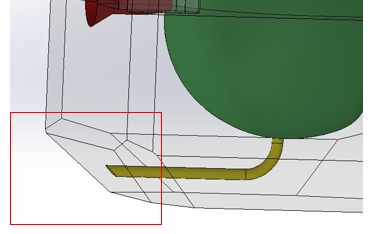
同時黃色的管道也是3D打印時的排水孔,避免吸盤效應,提高打印的成功率。 |
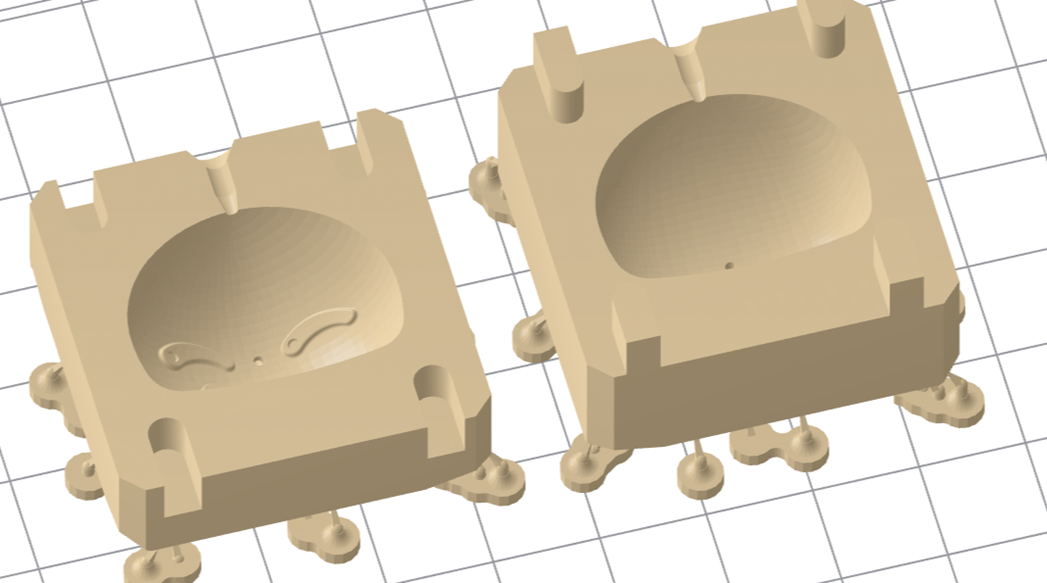 |
在打印的角度,我選擇了平躺式的打印方式。得益於formlabs build platform2的快速釋放技術,打印件可以輕鬆的從打印平面上取下來,並不會出現黏在build platform上的情況。 選擇這個打印角度的原因是可以盡量的避免模具內部的支撐材,保持模具內部的光滑程度。確保在灌注後成品表面的美觀程度。在打印圖層厚度,我選擇了25微米的打印層厚度,確保成品表面的光滑程度。 |
 |
合併模具時可以在角落的位置加上對接槽口(卡榫),在對齊模具時更加的方便。 可以使用各種形狀的卡榫,按個人喜好而定。 使用卡榫時要留意物件的公差值,例如formlabs form3+的XY正負值為25微米。 那麼收縮也在25微米。在繪製圖紙時要預留左右正負30微米的空隙,方便合併左右模具。 |
 |
可以在一些邊角的位置設立傾斜角,可以節省材料的同時也可以節省打印時間。 |
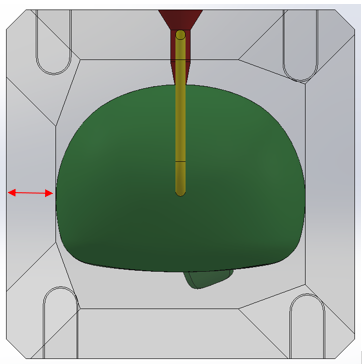 |
模具邊緣與模型的邊緣最少要保持5mm的距離,防止模具在灌注時被C型夾或固定工具夾爆。 |
 |
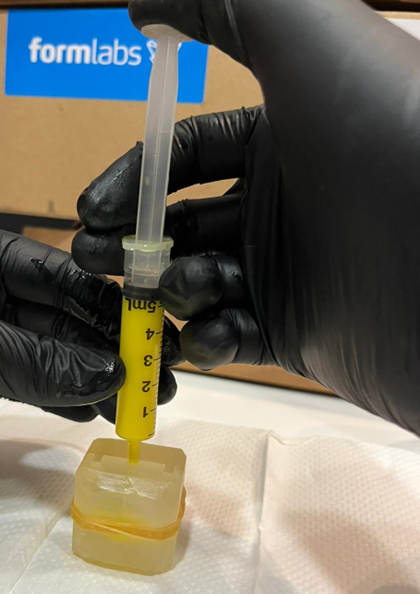
完成打印之後,清洗模具。確保內部的樹脂及IPA完全幹透。 調製液態矽膠,倒入針筒內。 |
|
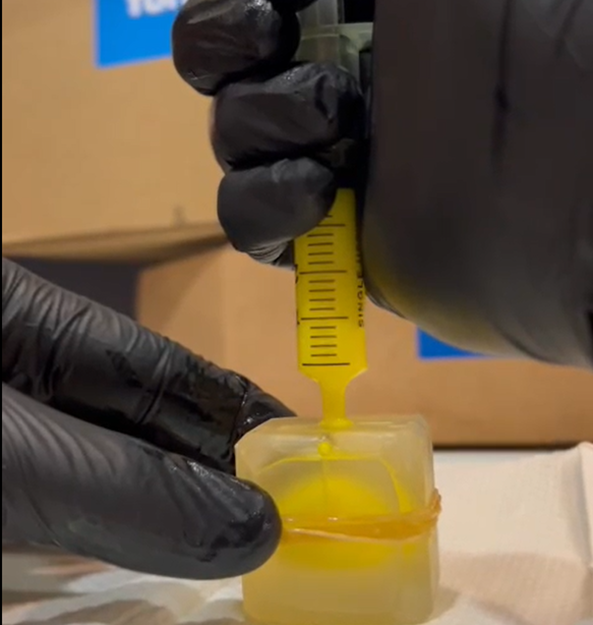
模具可以用C形夾固定,也可以用其他工具固定。在這裡,我使用了常見的橡皮筋。 開始注射矽膠液體。注意!灌入的矽膠溢出排氣口時,就可以停止注射了。 |
|
 |
 |
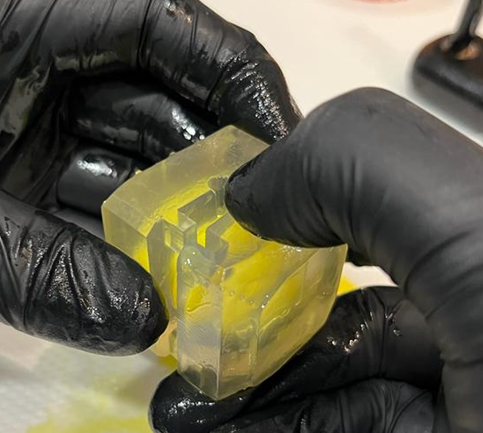 |
等液態矽膠固化後,就可以撬開模具取出成品了。 |
 |
|
|
Written by Application Engineer Hamish |
|